기계 가공 공정에서 플레이트 절단의 일반적인 방법에는 수동 절단, 반자동 절단기 절단 및 CNC 절단기 절단. 수동 절단은 유연하고 편리하지만 수동 절단의 품질이 좋지 않고 치수 오차가 크고 재료 낭비가 크며 후속 처리 작업량이 많고 작업 조건이 나쁘고 생산 효율이 낮습니다. 반자동 절단기의 프로파일 절단기는 공작물 절단 품질이 좋으며 절단 다이를 사용하기 때문에 단일 조각, 소량 배치 및 대형 공작물 절단에는 적합하지 않습니다. 다른 유형의 반자동 절단기는 작업자의 노동 강도를 줄이면서 기능이 간단하고 더 규칙적인 모양의 부품 절단에만 적합합니다. 수동 및 반자동 절단 방법에 비해 CNC 절단은 시트의 절단 효율과 절단 품질을 효과적으로 개선하고 작업자의 노동 강도를 줄일 수 있습니다. 중국의 일부 중소기업과 일부 대기업에서는 수동 절단과 반자동 절단을 사용하는 것이 더 일반적입니다.
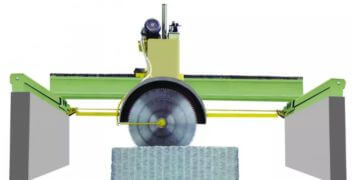
블록 절단기 는 절단 에너지 및 수치 제어 제어 시스템에서 큰 발전을 이루었습니다. 절단 에너지는 단일 화염 에너지 절단에서 다중 에너지 절단 방식으로 발전했으며, CNC 절단기 제어 시스템은 단순한 기능, 복잡한 프로그래밍 및 입력 방법과 자동화 정도가 완벽하고 지능적이며 그래픽 및 네트워크 제어 모드를 갖도록 개발되지 않았으며 구동 시스템도 스테퍼 드라이브 및 아날로그 서보 드라이브에서 오늘날의 모든 디지털 서보 드라이브에 이르기까지 구동됩니다.